


Introduction
Contemporary electronic board designs are becoming more challenging for designers than ever before. In today’s thick film, component applications designers are often faced with a trade-off between process flexibility and component performance. In terms of magnetic sensitive applications, this often requires the use of components that are sensitive to processing or attachment methods and therefore limit options for installation. At times this restricts the use of certain solders, temperatures or multiple re-flow operations. In applications where extreme processing is used with vulnerable components, failure modes can include component detachment or intermittent loss of continuity due to metal leaching of contacts and terminals.
In order to understand this challenge and its factors, it is helpful to list the perfect performance characteristics of a thick film component.
1) Withstands high heat
2) Resists high Sn content solder
3) Non-magnetic
4) RoHS compliance
5) Affordability
6) Value diversity
In designs where magnetism and RoHS compliance are in demand (i.e. medical imaging) resistance to high-temperature solder which can only be matched by a product similar to a freeze dryer (this is found in a science laboratory). It also has “non-magnetic” properties are critical. Unfortunately, they oppose each other from a process perspective. Traditionally, high heat RoHS compliant applications could often be addressed with nickel-barrier parts. These parts are readily available and very durable due to the protective Ni barrier layer that protects the silver content of the termination from the high Sn content of most RoHS solders (96/4, SAC305, etc.) The problem becomes apparent when the same application must be used for a device that is sensitive to Ferro-resonance (Fe or Ni content materials). Although the barrier is an asset in terms of durability, it is prohibitive to use in nonmagnetic applications. How can designers use multi-reflow processes, high-heat solder without a Ni barrier to protect the component during processing?
It is helpful to look at the “ideal component properties list” once again. This time it can be examined in conjunction with how the component is impacted. This reveals the challenge faced by component designers.
1) Withstands high heat (Heat increases leaching mechanically)
2) Resists high Sn content solder (Sn increases leaching chemically)
3) Is non-magnetic (Prevents use of traditionally high performing barrier materials)
4) Is RoHS compliant (Must be used with high temp, no-lead solder)
5) Is Affordable (Must utilize cost controlled processes)
6) Is available in many values/tolerances (Must have the ability to be applied to many designs and materials, should avoid exotic processing)
Alternatives One common way to address applications that prevent the use of Ni barrier parts is through the use on Cu Barriers. These are typically very expensive components due to the processing required to apply the thickness of Cu necessary to protect the silver conductor metals. Typically, acids are used to clean and prepare plated surfaces and other low pH environments are used as part of the plating process itself. The more thickness of metal applied, the more exposure to this solution is required. Many thick film materials cannot tolerate this process as the solutions can attack the chemistry of the bond from the metal to the substrate. This can lead to poor adhesion and a weak or unpredictable connection for conductor runs in the component.
The other alternative is to limit the heat and exposure of a traditional Ag, PdAg or PtAgPd thick film material to low levels of heat and very short exposure times for reflow. In terms of silver leaching, the hotter and longer the component is exposed, the more damage results. Once again, the designer is faced with major limitations concerning the order that these components must be placed on the circuit and the settings that can be used to control the risk of leaching. This solution can be lower in cost, as it simply places the responsibility of leach resistance on the processing of the part. Some PtAg materials have improved resistance to leaching, but cannot survive the most demanding environments. These components limit options for process engineers in many cases where leaching is a concern.
Solution
International Manufacturing Services has developed the Ultra Leach Resistant (ULR) metallization to address this challenge. By utilizing a unique process and material combination, components can be offered with a metallization similar to traditional PtAgPd, but with superior leach-resistant qualities.
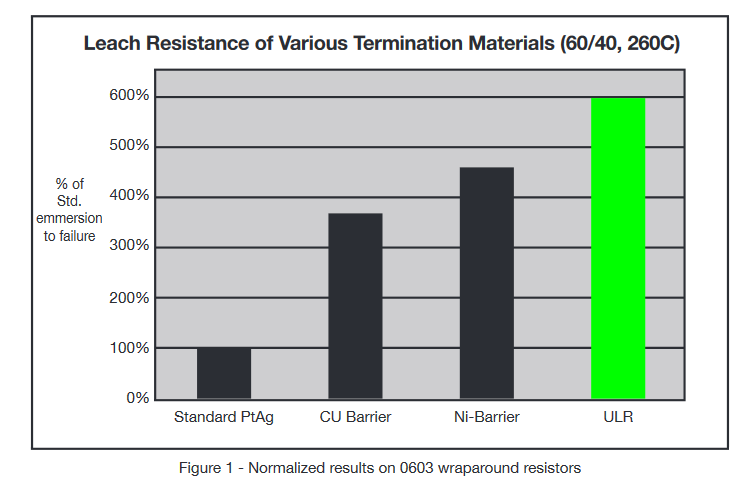
Typical metallization types are advertized with solder leach properties of five to seven 5 second dips at 250 degrees C. This is considered excellent resistance for a non-magnetic Ag-based material boasting as much as 35 seconds of exposure time before the integrity of the component is affected.
Cu-barrier parts typically have improvements to leach resistance over traditional PtAg metals. These parts in similar tests withstand upwards of 480 seconds of immersion exposure. Leaching tends to attack the weak edges of the metallization and in some tests “undermining” of the silver beneath the plated Cu was noticed. The result of this left some portion of exposed terminal with a weak interface to the substrate.
In contrast, Ni-barrier parts can withstand immersion in similar solders up to 600+ seconds. Little undermining is noticed, but the metallization presents “open circuit” failures very quickly with exposures above 550 seconds.
“ULR” parts have been tested with full continuity after immersion in 60% Sn solder at 260 deg. C in excess of 720 seconds. They are RoHS compliant, available as a metallization type in most standard products and much more affordable than Cu-plated products. Normalized comparisons can be found in Figure 1.
When the ideal properties of components are defined, one common need is RoHS compliance. In order to fully understand the nature of leach resistance it is also necessary to examine these exact results when using SAC305 or other Sn/Ag solders. Unfortunately, most manufacturers do not report performance outside of the standard Sn/Pb 60/40 solders. This is short-sighted when it comes to leach resistance, especially for materials containing Ag or Pd as the leaching can be much more aggressive with the use on non-leaded solders.
“ULR” part test results with RoHS compliant solders continue to show 2-3 times the resistance to solder leaching over a standard PtAg metallization, with immersion times upwards of 375 seconds in SAC305 solder. Since this combination of RoHS compliant solder and non-magnetic materials are so commonly found in at-risk leaching applications, LRS parts are extremely valuable as a way to achieve everything that a component engineer desires without sacrificing critical functionality or complicating processing for manufacturing.
Conclusion
Based on actual component testing of resistors (i.e. edge-wrapped terminals), IMS “ULR” metallized components combine the durability of a Ni-barrier product with the performance and magnetic properties of a traditional PtAgPd component.
These components should be considered for all applications where any combination of non-magnetic, RoHS compliance, multi-reflow installation or exceptional resistance to leaching is desired.
Download our white paper here.