


1. The terminals of IMS’ ALN chips are constructed using proprietary processes and materials, which were specifically formulated to partially fulfill the requirement of a non-magnetic (no nickel), solder leach resistant material (but whose leach resistance would still approach that possessed by “nickel barrier” type products).
2. According to ana analysis of testing performed at ims, these ALN chips will withstand soldering conditions characterized by a maximum temperature of 260 °C for a duration of 10 seconds.
3. Due to the relatively high thermal conductivity (TC) of ALN ceramic, contact style soldering methods (such as soldering irons and hot air column heating) may be difficult to implement. Best results occur with hot plate reflow, belt or chamber reflow methods. The TC of ALN ranges from 170-180 (W/m°C), which can result in significant cooling of soldering iron tips during contact with the component. Subsequently, this often results in the operator compensating the effect by either unduly elevating the temperature of the iron or by over-extending the contact duration, thus potentially damaging the part.
4. Typical Five-Zone Infrared Belt-Furnace profiles are characterized by the following graph:
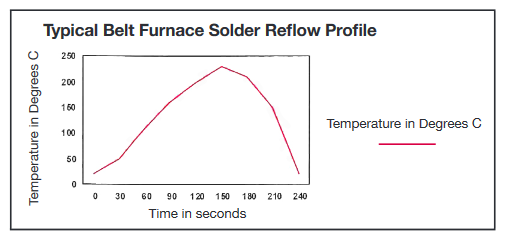
Although specific applications will vary, each with many factors to consider (such as board type and thickness, proximity of adjacent components, solder delivery methods, attachment materials of low thermal resistance, the use of a standard MIL grade solder (i.e; Sn-62) with a good MIL grade RA or RMA flux, etc), the use of the above Profile will typically lead to acceptable results.
Download our tech note here.